



索纬斯变频器在1250mm不锈钢带连退酸洗线的应用
摘要:在不锈钢带连退酸洗过程中,对速度和张力的控制,决定了产品的品质;而用户对高品质、高效率的需求,使系统稳定、可靠运行成为必然要求。因此具有高性能、高可靠性的核心部件——变频器,将成为高品质不锈钢产品的重要保证。森兰变频以其20余年的技术积淀,在此领域取得突破,成功应用于1250mm不锈钢生产线,开创了国产变频器在工程型复杂控制系统应用的先例,在冶金连续生产中对于国产替代进口具有示范意义。
关键词:酸洗;变频器;矢量控制;转矩控制;主从控制
Application of Senlan Inverters for 1250mm ContinuousStainless Strip Annealing and Pickling
REN Guang-fa, DU Jun-ming,LUO Li
(Hope Senlan Science and Technology HoldingCorp.,Ltd., 610207 Chengdu Sichuan)
Abstract:In the continuous stainless strip annealingpickling process, the speed and tension control, determines the quality of theproducts. It becomes an inevitable requirement that the system is stable,reliable operation to satisfy the user’s demands for high-quality and highefficiency. Therefore, with high performance, high reliability, the keycomponent - inverter, will be an important guarantee for high-quality stainlessstrip products. Senlan inverters with its more than 20 years of technicalaccumulation, a breakthrough in the field, have been successfully applied to1250mm stainless strip production line, create a domestic inverter in theapplication of complex engineering control system precedent, and demonstrate insteadof imported in the continuous metallurgy.
Keywords:Pickling; Inverter; VectorControl; Torque Control; Master-Slave Control
1、酸洗工艺过程简介
热轧不锈钢带表面覆盖着一层黑灰色氧化铁皮,厚度在7.5-15μm,甚至到20μm,为保证成品钢带的表面质量,减少后续冷轧等深加工时磨损和能耗,要去除氧化层,而利用酸与铁的氧化物发生化学反应的基本原理,清除表面的油污、锈斑、氧化层、游离铁等污垢,并进行钝化,处理后的表面变成均匀银白色,耐腐蚀能力提高15-50倍,此过程即为不锈钢带的酸洗钝化处理。
不锈钢带的连续酸洗是指在开卷、换卷或收卷、卸卷时,带钢连续地通过盛有酸溶液的酸洗槽而不停车,具有产能高、生产成本低的优点,也有投资高,占地面积大的缺点,可为带钢冷轧机提供优良的酸洗带卷产品。连续酸洗机组一般分为入口段、工艺段和出口段,各段可单独运行,也可协调运行;在确保机组安全、高效、稳定操作运行的同时,能够充分满足用户对带钢连续酸洗生产较高的经济、环保等指标要求。
客户现场即为1250mm不锈钢带连退酸洗生产线,工艺流程如图1所示,由开卷机到入口活套为入口段,从入口活套到出口活套为工艺段,后续至收卷机为出口段。整个生产工艺流程共有50多台电机拖动,关键工位为开卷机、牵引矫平机、张力辊(1#-9#张力辊均为双电机构成的S辊)、入口活套、出口活套、收卷机工作在闭环矢量控制,根据工艺要求工作在速度控制或者转矩控制模式,其他如上料车、下料车、夹送辊、支撑辊、风机、破鳞机、抛丸机等要求不高可选择VF控制或开环矢量控制。
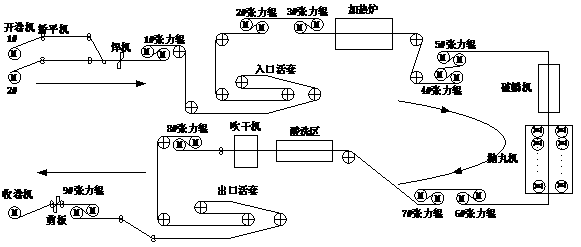
图1 连续酸洗工艺示意图
Fig.1 Constitution ofcontinuous strip annealing and pickling process
三个段的速度分别由1#、4#、9#张力辊中的一台(主机)确定,另一台或几台(从机)做转矩跟随,实现负荷均衡分配。整个系统具有穿带功能、双开卷机切换、静态建张、三段协调控制等功能,各段通过速度或转矩控制维持静态或动态的平衡。工艺段的速度对不锈钢带的酸洗品质起决定作用,过快,酸洗深度不够,可能成品中仍有斑迹存在;过慢,易发生过腐蚀和氢脆现象。而出入口活套依靠活套中的储料在换卷过程中起到缓冲作用,保持工艺段速度不变或者微降。
2 、组网构成及数据交互
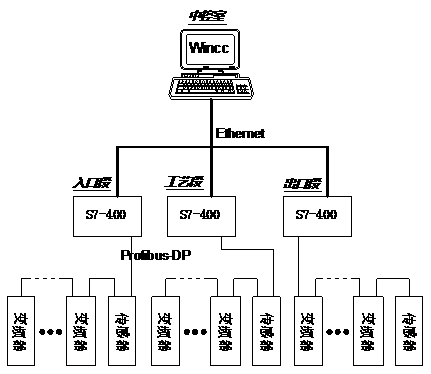
图2 控制系统组网示意图
Fig.2 Network connection ofcontrol system
如图2所示,整个连退酸洗控制系统采用Wincc通用监控系统、PLC控制技术和Profibus-DP现场总线相结合的控制方案,由PLC实现控制和数据采集功能,由Wincc组态软件实现实时监控、显示设备运行状态、数据查询等功能,完成对设备的远程监控和故障诊断,提高了生产线电气控制系统的自动化水平,实现高精度、实时性好的参数测量及控制。中控室根据经验设定酸洗工艺段运行速度,系统将自动调整入口段和出口段速度,协调运行。
考虑实际应用情况,选择PLC与变频器Profibus-DP通讯的数据类型为PPO4,即除控制字、速度给定及其应答外,读写4个过程数据,其意义见表1:
表1:PLC与变频器间的过程数据
Tab.1 Process data between PLC and inverter
CW | REF | CPD1 | CPD2 | CPD3 | CPD4 |
控制字 | 速度给定 | 转矩给定 | 未使用 | 未使用 | 未使用 |
SW | ACK | SPD1 | SPD2 | SPD3 | SPD4 |
状态字 | 运行转速 | 运行电流 | 运行转矩 | 位置1 | 位置2 |
控制字中包含起停控制、脉冲封锁、紧急停车、故障复位、转矩/速度控制切换等功能;状态字中包含上电就绪、运行就绪、故障、报警、当前控制方式等反馈信息。过程字中的“位置1、2”来源于电机端的编码器正交计数,用于收、放卷的卷径计算,方便实现高精度的恒张力控制。由通讯给出的“速度给定”和“转矩给定”哪个有效,取决于系统的需求,当为速度控制时,“速度给定”有效,而“转矩给定”则可以选择作为速度调节器的输出限幅;相反,当前为转矩控制时,“转矩给定”有效,而“速度给定”可以作为速度限幅,防止生产线出现飞车。
3、变频器的关键功能
SVS500系列变频器是公司于2006年推出的通用型矢量控制产品,其控制性能、可靠性、接口灵活性等在此次应用中得以充分展现。
<span style="box-sizing: border-box; word-wrap: break-word; margin: 0px; padding: 0px; border: 0px; font-style: inherit; font-variant-ligatures: inherit





上海索纬斯节能技术有限公司
地址(上海):上海浦东新区云山路839弄41号
地址(江苏):江苏无锡新吴区新泰路8号留学人员创业园A栋206室
地址(河北):河北省唐山市路北区站前南路14区218栋
手机(华北):18132558081
手机(华东):13683404965
座机:0510-85259189
 主站蜘蛛池模板:
泽普县|
行唐县|
大化|
周口市|
清苑县|
五大连池市|
天长市|
于都县|
民丰县|
永福县|
永丰县|
大关县|
尼勒克县|
台州市|
江油市|
罗定市|
岗巴县|
囊谦县|
澳门|
富阳市|
温泉县|
贞丰县|
璧山县|
会东县|
六盘水市|
九台市|
大关县|
南涧|
定结县|
扬中市|
临安市|
乡宁县|
雅安市|
凤冈县|
临沭县|
井研县|
普格县|
嘉兴市|
平南县|
绥江县|
沧州市|
主站蜘蛛池模板:
泽普县|
行唐县|
大化|
周口市|
清苑县|
五大连池市|
天长市|
于都县|
民丰县|
永福县|
永丰县|
大关县|
尼勒克县|
台州市|
江油市|
罗定市|
岗巴县|
囊谦县|
澳门|
富阳市|
温泉县|
贞丰县|
璧山县|
会东县|
六盘水市|
九台市|
大关县|
南涧|
定结县|
扬中市|
临安市|
乡宁县|
雅安市|
凤冈县|
临沭县|
井研县|
普格县|
嘉兴市|
平南县|
绥江县|
沧州市|